Las mayores cantidades de producción de tuberías cortados se pueden producir de forma económica con una sierra de cinta. Sin embargo, la elección de qué hoja utilizar es muy importante para mantener un bajo costo por corte. Las sierras de cinta usan una hoja más delgada que las sierras circulares, por lo que minimizan la pérdida del kerf del corte y su diseño es propicio para agrupar o apilar material para el aserrado simultáneo de muchas piezas. Sin embargo, con la sierra de cinta, la elección de qué hoja utilizar es muy importante para mantener un bajo costo por corte.
La geometría de la pieza de trabajo puede hacer que cortar tubos sea más difícil que cortar barras o placas sólidas porque la hoja de sierra realiza dos tipos de cortes. Al entrar en la pieza de trabajo, está cortando un sólido. Después de que la hoja penetra la pared interior de la pieza de trabajo hueca, está cortando dos sólidos delgados con un espacio entre ellos (llamado corte interrumpido). Si existiera un producto como una “Sierra Mágica” para tubos, comenzaría a cortar agresivamente con un paso grueso (menor número de dientes por pulgada), tendría gargantas profundas para arrastrar las virutas y tendría un rastrillo positivo para ayudar la hoja penetra en el sólido. A medida que la hoja cortaba las paredes, mágicamente cambiaba a una hoja de rastrillo neutral con más dientes y gargantas menos profundas. Para finalizar el corte, la hoja volvería a cambiar a una hoja de paso grueso y configuración agresiva. Dado que no existe una hoja mágica, las variables de la hoja y los ajustes de la sierra de cinta deben seleccionarse para proporcionar el mejor rendimiento general para la sierra.
Paso de la hoja
El paso, o el número de dientes por pulgada, es una variable importante en el corte de tubería porque el número de dientes en contacto con la pieza de trabajo determina tanto el rendimiento como la durabilidad de la hoja. Entre las fuerzas que actúan sobre los dientes al cortar se encuentran la fuerza hacia abajo del cabezal de la sierra que empuja los dientes hacia el corte y la fuerza de tracción a medida que la hoja se mueve a través del corte.
Si solo uno o dos dientes están en contacto con la pieza de trabajo, los dientes pueden desprenderse de la hoja, doblarse o desafilarse prematuramente. En el otro extremo, cuando se enganchan demasiados dientes, la fuerza sobre cada diente es tan baja que tiene muy poca penetración o ninguna. El corte se ralentiza o, si los dientes no pueden penetrar la pieza de trabajo, puede producirse un endurecimiento por trabajo, lo que hace que el tubo no se pueda cortar.
Los fabricantes recomiendan que al menos 3 dientes y no más de 24 estén siempre en contacto con la pieza de trabajo. Dentro de ese rango, los niveles de impacto son tolerables, la presión sobre cada diente es suficiente para asegurar la penetración de la pieza de trabajo y hay suficientes gargantas para llevarse las virutas producidas por el aserrado.
Más sobre Paso de la hoja
El paso puede ser una configuración única o múltiple. Las hojas de varios pasos varían el espacio entre dientes y se designan con dos números. El primer número indica el equivalente de un paso simple más grueso y el segundo número muestra el equivalente de paso simple más fino. Una hoja designada con un paso de 4 a 6 tiene un espaciado de dientes que varía entre cuatro y seis dientes por pulgada. Al variar el espacio de los dientes entre fino y grueso, los ritmos de aserrado se rompen y se reducen las vibraciones.
Mientras que las hojas de paso simple están disponibles para ciertas aplicaciones especiales, una hoja de paso múltiple es una mejor opción para aserrar tubos. Cuando los dientes están espaciados uniformemente, como están en una hoja de un solo paso, crean un ritmo al entrar y salir de la pieza de trabajo. En algunos casos, el ritmo puede armonizar con la frecuencia natural del trabajo o la máquina, amplificando una vibración menor en un chirrido que daña la hoja y sometiéndola a un impacto adicional. Las vibraciones armónicas se encuentran típicamente en longitudes de material largas con paredes delgadas.
Metalurgia de cuchillas y rastrillo
Metalurgia
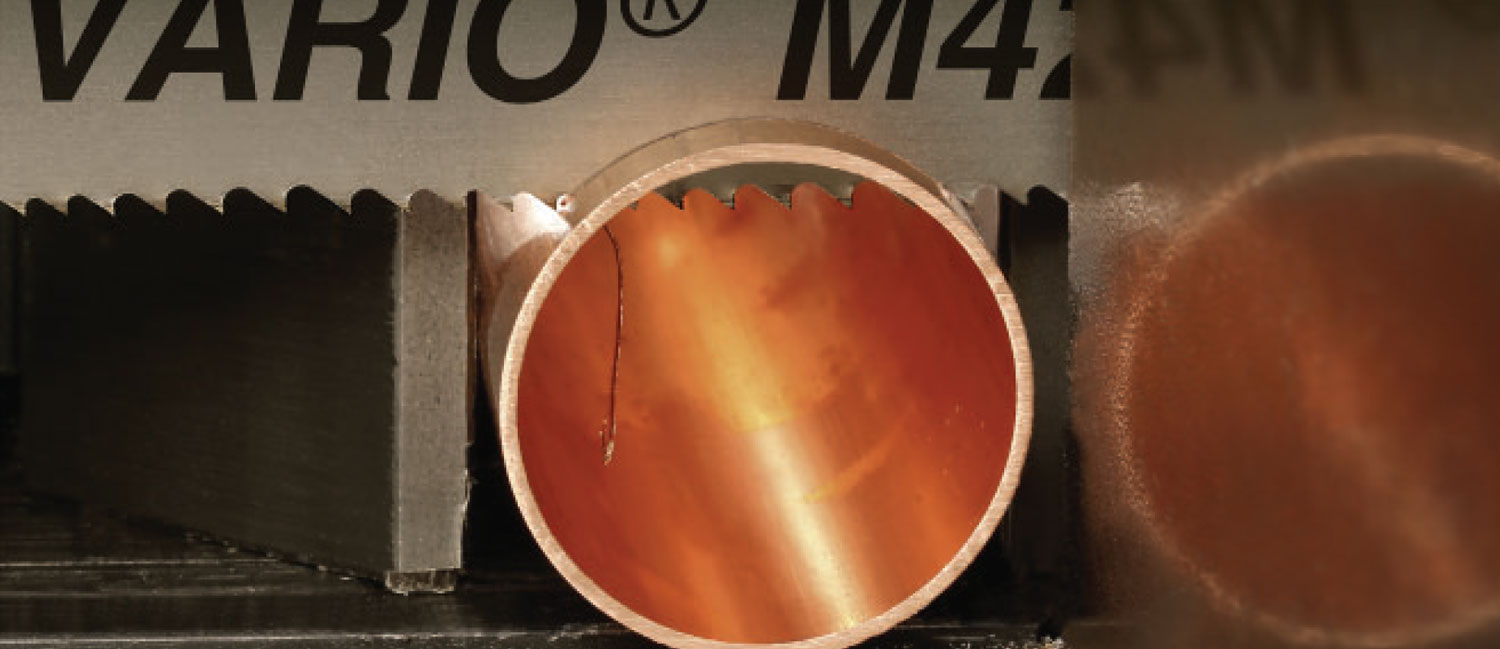
Si bien el paso de la hoja puede ser el factor más importante en la selección de la mejor hoja para aserrar tuberías, no es el único factor. Otra consideración importante es la composición de la punta del diente. Las hojas bimetálicas con punta de diente M42 generalmente se consideran la mejor opción para tubos de acero dulce. El borde proporciona una dureza superior en los dientes con buena resistencia a la abrasión, por lo que se minimiza el astillado de los dientes.
Para cortar materiales más duros y abrasivos como el acero inoxidable, se recomiendan hojas bimetálicas con nuestras puntas dentadas X3000 debido a su resistencia superior a la abrasión.
La geometría del diente es otro factor en la elección de la hoja. El rastrillo o raker de una hoja de sierra describe el ángulo de las puntas de los dientes en relación con el corte. El rastrillo positivo describe hojas con puntas dentadas que están inclinadas hacia la dirección del corte de modo que se introduzcan en la pieza de trabajo a medida que la hoja se mueve a lo largo del corte.
Si bien un rastrillo positivo es mejor para cortar la parte sólida de un tubo porque se introduce en el corte, no es tan efectivo para cortar las paredes delgadas. Eso se debe a que la acción de excavación de ser empujado hacia el corte lo hace demasiado vulnerable al daño de los dientes. El rastrillo positivo asegura la penetración en trabajos grandes o duros, pero el ángulo más agudo de los dientes del rastrillo positivo los hace más propensos a sufrir daños, por lo que la sierra debe ajustarse correctamente para cortar tubos con éxito.
El rastrillo neutral describe el ángulo de la hoja como 90 grados o perpendicular a la pieza de trabajo. Las hojas de inclinación neutra son una mejor opción para tubos con paredes muy delgadas porque su geometría proporciona más soporte físico a los dientes, haciéndolos menos susceptibles a daños. Los dientes de inclinación neutra son fuertes y preferidos para cortar secciones delgadas que son propensas a vibraciones que dañan los dientes.
Presión de las mordazas
Cuando se corta un atado de piezas de trabajo redondas, la hoja puede hacer que las piezas internas giren al pasar sobre ellas, sin cortarlas y provocando abruptamente dientes dañados o una hoja rota. Apretar el tornillo de banco puede detener la rotación, pero una presión demasiado fuerte puede aplastar la tubería de pared delgada. El control de presión variable de las mordazas permite al operador ajustar la presión para sujetar el material firmemente, pero no tanto para aplastar las paredes. Una alternativa es soldar por puntos los extremos juntos, lo que evita el giro.
Refrigerante
Otro problema de aserrado puede ocurrir con material apilado si el fluido de corte no fluye en el corte correctamente. Un atado de tubos tiene numerosas cavidades por donde se puede desviar el refrigerante, evitando que llegue al corte. Si el refrigerante no se suministra de manera uniforme a ambos lados del corte, la hoja se desviará, lo que resultará en un corte inexacto. Una forma de resolver el problema es usar una sierra que aplique refrigerante a través de las guías de la hoja de la sierra para que la hoja extraiga el refrigerante hacia el corte. Establecer el caudal para un flujo máximo también ayuda a garantizar que llegue suficiente refrigerante al área de aserrado. No solo lubrica la cuchilla, sino que también elimina las virutas sueltas atrapadas en los espacios de la pila.
Velocidad de banda
La velocidad de la banda debe coincidir con el metal de trabajo. La velocidad excesiva de la banda sobrecalienta, ablanda y desafila los dientes rápidamente. También exacerba los problemas de penetración en trabajos duros y contribuye al endurecimiento por trabajo que puede detener la acción de corte y desafila los dientes. Sin embargo, una velocidad de banda demasiado lenta no solo reduce la velocidad de corte, sino que también aumenta la carga de los dientes para hacer más probable el trabajo de hacer rodar y el desgarro de los dientes.
Fuerza de alimentación
La fuerza de avance también es un factor para determinar la velocidad de corte. Una fuerza de avance inadecuada, en el mejor de los casos, reduce la velocidad de corte y, en el peor, provoca el endurecimiento por deformación. La fuerza de avance excesiva, como la velocidad baja de la banda, aumenta la carga de los dientes y hace que sea más probable el centrifugado y el pelado.
Y eso es solo otra pizca de trivia de Aserrado.



